
原位生长石墨烯增强铜基复合材料为在金属导体中同时实现高强度和高电导率提供了一种有前途的途径。然而,在Cu粉上原位生长通常会导致石墨烯中出现褶皱和较厚的片层厚度,从而在最终的复合材料中形成缺陷。等离子体辅助球磨技术对原位生长的石墨烯/铜复合粉末进行处理,实现对纤维复合材料中石墨烯/铜界面的改性。与未改性的复合材料相比,显示出更高的强度和更高的电导率,同时保持相当的延展性。
关键字:强度,电导率,等离子体辅助球磨, Cu基复合材料,石墨烯
结论
了在石墨烯/铜基复合材料中获得更高的强度和更高的电导率,采用等离子球磨处理剪薄表面石墨烯层数
- 改性的PAM-Gr@Cu块状样品表现出更好的界面键合。
- 与没有等离子球磨工艺的Gr@Cu块状试样相比,PAM-Gr@Cu块状试样的机械和电学性能均得到改善,同时保持了相同的延展性,这主要归因于晶粒细化和位错储存能力,从而提高了应变硬化能力。
材料制备
将Gr@Cu薄片(50g)和磨球(1Kg)密封在圆柱形不锈钢球磨罐中,抽真空后用高纯氩气吹扫。以900rpm的转速进行振动球磨,以10kHz的频率产生介质阻挡放电等离子体,处理30min。处理后的复合粉末被命名为PAM-Gr@Cu薄片。
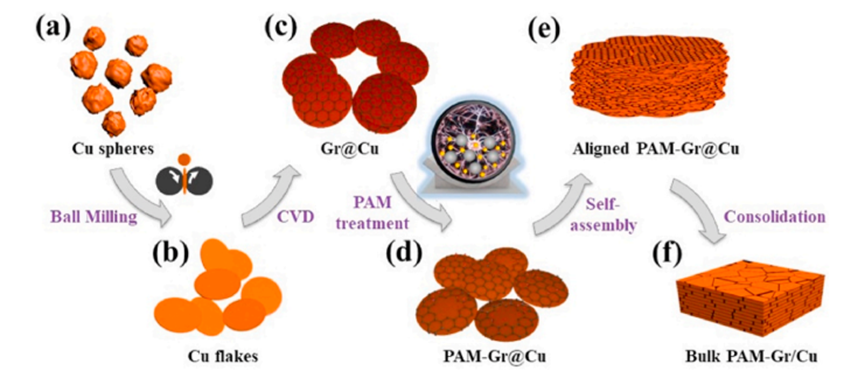

图1 等离子体辅助球磨(PAM)处理制备石墨烯/铜复合材料的示意图
结果与分析
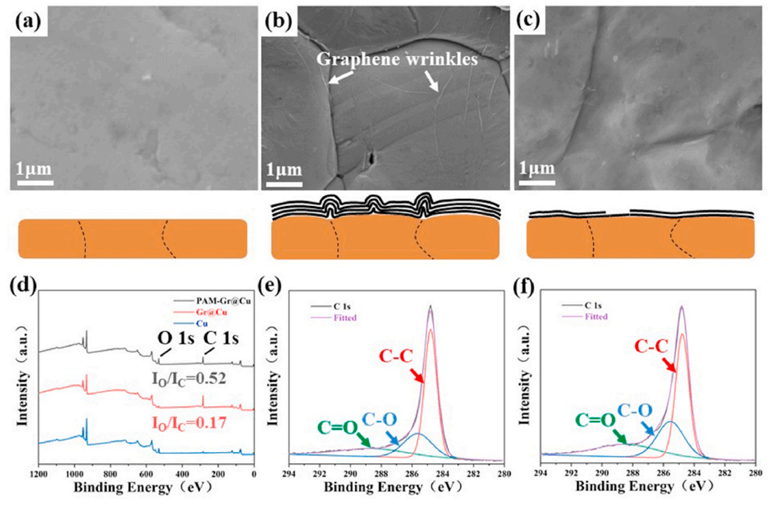
图2 不同片层的SEM图像:(a)纯Cu (b)原位生长Gr@Cu (c)PAM-Gr@Cu;这三种不同片状结构的断面示意图如下所示:(d)对应的XPS图谱 (e)Gr@Cu片状结构的C1s峰拟合曲线 (f)PAM-Gr@Cu片状结构的C1s峰拟合曲线
Gr@Cu片上原位生长的石墨烯呈现褶皱结构,而PAM-Gr@Cu片上石墨烯铺展良好。等离子体辅助球磨处理后,氧和碳峰的强度比从0.17增加到0.52,C-O和C=O的相对强度明显增加,而C-C的相对含量减少,表明在PAM处理过程中,由于剪切力和冲击力的共同作用,石墨烯缺陷处原位形成了含氧基团,石墨烯层数减少,石墨烯含量减少。经过等离子体辅助球磨处理后,ID/IG的比值从0.78增加到0.97,原位形成了含氧基团。
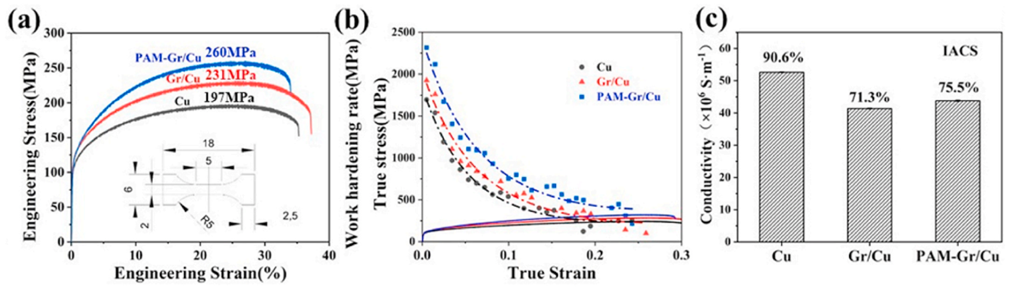
图3 (a)纯Cu、Gr/Cu和PAM-Gr/Cu块体试样的拉伸工程应力-应变曲线 (b)3个块体试样的拉伸真应力-应变曲线和加工硬化率-真应变曲线 (c)块体复合材料的电导率
PAM-Gr/Cu块体试样的极限抗拉强度(~260MPa)比Gr/Cu块体试样(~231MPa)和纯Cu块体试样(~197MPa)分别提高了~13%和~32%。具有较高应变硬化能力的PAM-Gr/Cu块体试样在整个测试应变范围内表现出比Gr/Cu块体试样和纯Cu更高的加工硬化率。加工硬化率越高,抵抗变形的能力越强,位错储存速率越快,有利于强化,而当加工硬化率降低到与真实应力相等时,宏观颈缩开始。
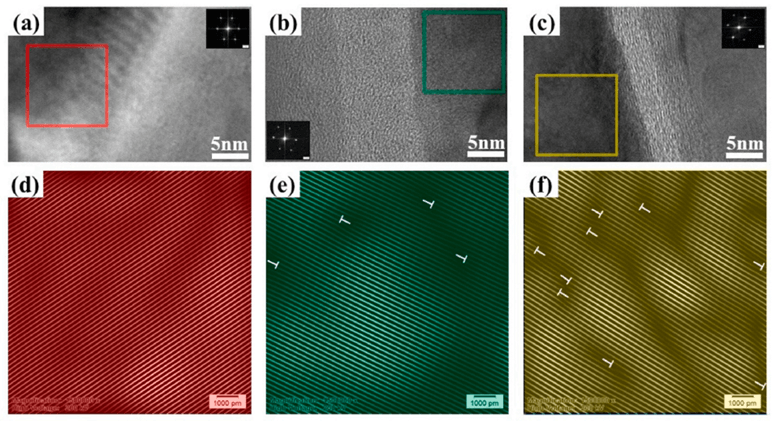
表4 (a)纯Cu (b)Gr/Cu (c)PAM-石墨烯/铜基复合材料高分辨率的横截面TEM图像。(d-f)三个盒子区域的Fourier反变换图像显示位错密度增强。所选区域的原点傅里叶变换图如(a-c)所示
Gr/Cu块体样品中石墨烯的层数约为30层,而PAM-Gr/Cu块体样品中石墨烯的层数约为10层,表明等离子体辅助球磨处理减少了石墨烯的层数,从而减少了石墨烯在复合材料中的含量。纯Cu在边界附近和石墨烯/铜基复合材料界面附近存在有限的位错塞积。这表明PAM-石墨烯/铜基复合材料可以显著增强Cu晶粒中的位错储存能力,从而增强应变硬化能力并保持拉伸塑性。位错储存能力的增强可能是由于PAM-石墨烯/铜基复合材料中石墨烯与铜基体之间具有更好的界面结合。石墨烯具有褶皱和较厚的片层厚度,这可能是复合材料中缺陷和弱界面结合的来源。经过PAM处理后,褶皱减少,层厚减小,界面缺陷减少,界面结合较好。
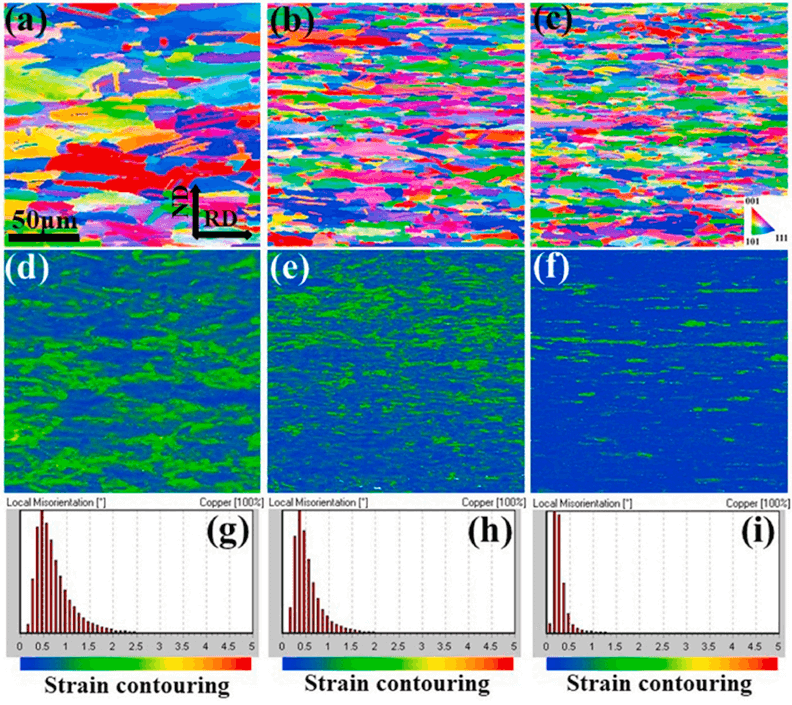
图5 (a)纯Cu (b)Gr/Cu (c)PAM-石墨烯/铜基复合材料截面的EBSD图谱。滚动方向(ND和RD)在(a)中用黑色箭头标出。(a~c)对应的(d)纯Cu,(e)Gr/Cu和(f)PAM-石墨烯/铜基复合材料的KAM图谱 (g)纯Cu (h)Gr/Cu (i)PAM-石墨烯/铜基复合材料的KAM图的应变轮廓
EBSD分析表明,Gr/Cu和PAM-Gr/Cu块体试样均存在明显的长条状晶粒,而纯Cu试样由等轴晶组成,平均尺寸约为8.2μm。PAM-Gr/Cu和Gr/Cu块体试样的屈服强度分别为116MPa和105MPa,PAM-Gr/Cu块体试样强度的提高并不完全由晶粒细化贡献。复合材料的断口形貌也呈现出韧窝花样,这是典型的塑性断裂特征。但可以明显看出,经过等离子体辅助球磨处理后的复合材料表现出更好的石墨烯与Cu基体(石墨烯/铜基复合材料中的一些大空隙)的界面结合力,这可能是由于等离子体辅助球磨过程中原位形成的含氧基团起到了增强石墨烯与Cu基体界面结合力的桥接作用。PAM-石墨烯/铜基复合材料在强度提高的同时,延展性保持在同一水平。Cu复合材料增加,延展性保持在同一水平。分析了核平均取向差(KAM)图(图5d-f)和相应的应变分布(图5g-i)。这表明PAMGr/Cu块体试样的晶粒取向集中,应变集中程度较低。这一结果也延续了我们的生物启发策略,通过在珍珠层中创建独特的”砖-泥”结构来增强和增韧金属基复合材料。
机理分析
等离子球磨设备

如图3c所示,PAM-Gr@Cu复合材料(75.5%IACS)的电导率有所提高,由于晶粒细化和更多复合界面导致的电子散射增加,电导率低于纯铜基质。等离子球磨处理后,PAM-Gr@Cu复合材料的电导率高于Gr@Cu复合材料的电导率可归因于石墨烯被很好地涂覆在PAM-Gr@Cu薄片的表面上没有皱纹,与稀薄的几层石墨烯相比,太厚的多层石墨烯和具有皱纹的石墨烯会降低复合材料的导电性。PAM-Gr@Cu块状样品中石墨烯含量的减少可能是提高电导率的另一个可能因素。
以上结论来自于
Z D, A Y P, B X Z, et al. Plasma assisted milling treatment for improving mechanical and electrical properties of in-situ grown graphene/copper composites[J]. Composites Communications, 2021.
本文来自等离子球磨设备,本文观点不代表石墨烯网立场,转载请联系原作者。