
钢结构材料在建筑领域的使用越来越普遍,但是钢材结构容易锈蚀且其耐火极限极低。因此,必须对钢结构进行防火和防腐蚀保护。目前,最常用的方法是使用防火和防腐涂料保护钢结构。传统的方法,是在钢材表面涂刷防腐底漆和防火涂料。这种方法施工麻烦,且浪费资源。
石墨烯是一种二维片层材料,在涂料领域有广阔的应用前景。石墨烯是一种较为理想的防腐防火一体化涂料的填料。将石墨烯与其他防腐和防火填料添加到涂料中,能明显提高涂料的防腐性能和防火性能。但是,由于石墨烯表面没有反应性基团,与其他材料表面的结合能力较差。同时,因其表面能高、体积较大而易在树脂基体中团聚,限制了石墨烯在涂料中的应用[8,9,10]。解决这个问题的最有效地方法,是对石墨烯进行功能化改性。本文用Hummers法制备氧化石墨烯(GO),并用乙二胺对其进行表面改性得到氨基化氧化石墨烯(NGO),将季戊四醇磷酸酯(PEPA)、三聚磷酸铝(ATP)和氨基化氧化石墨烯(NGO)三者复配制备防腐防火一体化涂料的填料,研究填料的添加对水性环氧树脂防腐防火性能的影响,并找到最佳的颜基比。
1 实验方法
1.1 防腐防火一体化填料的制备
将1.02 g鳞片石墨(AR)、70 mL浓硫酸(AR)和2.02 g硝酸钠(AR)加入500 mL三口瓶中,混合搅拌40 min后再称取6.02 g高锰酸钾(AR)在冰水浴的条件下(温度控制在5℃以下)缓慢加入(分2 h加入)三口瓶中,然后继续搅拌2 h。将体系升温至40℃,并继续搅拌40 min。在2 h内将200 mL蒸馏水逐滴加入三口瓶中,然后将体系升温至98℃并搅拌15 min。将得到的产品倒入400 mL温度为60℃的蒸馏水中搅拌均匀,逐滴加入过氧化氢溶液直至溶液呈金黄色,然后静置12 h。除去上层清液后将底层沉淀物洗涤真空干燥,得到氧化石墨烯。
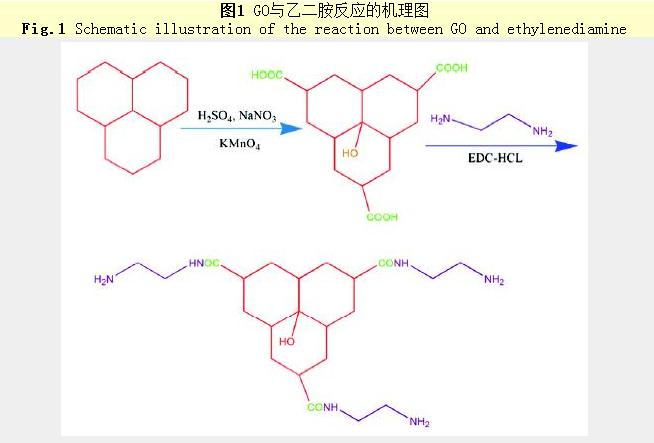
将200 mg的GO加入到装有100 mL N,N-二甲基甲酰胺(DMF)的三口瓶中,在室温下机械搅拌1 h后将300 mL乙二胺(AR)加入到体系中继续搅拌1 h,然后再加入10 mg偶联剂(EDC-HCL)。将混合液转移至60℃水浴中继续搅拌,并安装回流冷凝装置反应6 h。将反应后得到的混合液用无水乙醇(AR)洗涤5次以完全除去过量的乙二胺。最后,将产物在50℃下充分干燥,得到氨基功能化氧化石墨烯。其制备过程和反应机理,如图1所示。

称取适量的PEPA和ATP以及NGO,然后以三者的质量比即m(PEPA):m(ATP):m(NGO)=6:3:1对进行复配。将配好的药品用球磨机进行球磨以使其混合均匀,得到PEPA/ATP/NGO防腐防火一体化填料。
1.2 防腐防火一体化水性环氧涂层的制备
在10 g水性环氧树脂(美国气体化学,Ar555)中加入2.5 g蒸馏水进行稀释;然后将其倒入球磨罐中,再分别加入不同质量(P/B=0、0.15、0.20、0.25、0.30)的防腐防火填料。对混合物进行球磨使填料充分分散后加入2.5 g的固化剂(美国气体化学,Aq419),用磁力搅拌器搅拌使其混合均匀,其具体配方在表1中给出。将尺寸为50 mm ×50 mm的钢片进行喷砂处理, 然后将涂料喷涂于钢片上, 在室温干燥固化后得到防腐防火一体化水性环氧涂层试样。
1.3 结构和性能表征
用Magna-IR560型红外吸收光谱仪对GO和NGO进行红外吸收光谱测试,光谱区域波数范围为4000~400 cm-1,扫描次数设定为64次,实际分辨率为2 cm-1。用XRD表征GO和NGO的结晶结构,扫描范围为5~70°。用扫描电子显微镜(型号:JEOLJSM-6360LV)观察GO和NGO的表面结构,在测试前需喷覆导电镀金薄膜。
使用AUTOLAB 84362电化学工作站进行电化学测试。将涂层厚度为(30±3) μm的钢片固定在电解池上并加入3.5%的NaCl(质量百分比)溶液,在传统的电解池中采用三电极体系进行实验,工作电极为涂层/金属复合电极,辅助电极为铂电极,参比电极为饱和甘汞电极(SCE)。在实验前比照标准电极对两种参比电极进行相对电位校正。电化学阻抗谱测试频率范围设定为100 kHz~0.1 Hz,测试电压为开路电压,正弦波激励信号幅值为0.1 mV;极化曲线的扫描范围设置为开路电压±0.3 V,扫描速度为0.02 V·S-1。
使用YWα/Q-150型盐雾腐蚀试验箱测试耐蚀性。将厚度为(30±3) μm的涂层试样放入盐雾箱内,盐雾压力调至0.5~1.7 kg/cm2,用5%的NaCl溶液喷雾,连续喷雾400 h后观看涂层表面的变化。使用“大板燃烧法” 测试涂层的耐火极限。用铁夹将厚度为(30±3) μm 的涂层试样固定,然后置于酒精喷灯火焰的正上方,控制喷灯口离试样的距离为8 cm,以开始灼烧到试样钢片背面温度达到500℃时的时间计为耐火极限。用扫描电子显微镜(型号:JEOLJSM-6360LV)观察涂层试样燃烧后的表面炭层形貌,在测试前需喷覆导电镀金薄膜。使用PerkinElmer TGA-7热重分析仪测定复合涂层的热稳定性,以氮气作为保护气体,测试温度为室温-800℃,升温速率为10℃/min。
2 结果和讨论
2.1 GO和NGO的结构和形貌
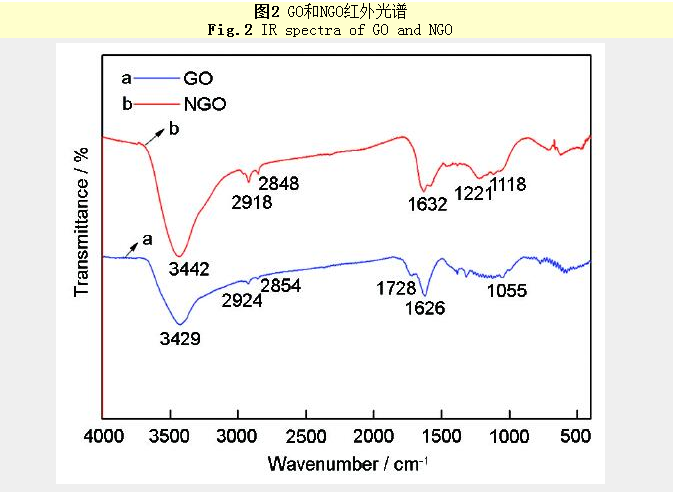
图2曲线a上3429,1728,1626和1055 cm-1处的吸收峰分别对应GO中的O-H、C=O、C=C和C-O的伸缩振动峰。曲线b上O-H的伸缩振动峰出现在3442 cm-1处,并且振动峰更强。其原因是,N-H键的引入使O-H键的振动峰发生偏移,且N-H的伸缩振动峰与O-H键的伸缩振动峰发生重叠使峰值变强。曲线a上1728 cm-1处的峰对应于C=O键的伸缩振动,在曲线b上该峰出现在1632 cm-1处,因为在GO功能化过程中-COOH转化为-CONH-。2924 cm-1和2854 cm-1处的峰是C-H的伸缩振动峰,曲线b上这两处的峰均有不同程度的增强,因为在GO氨基功能化过程中引入了新的带有C-H键的基团。曲线a上C-O的峰,即1055 cm-1处的峰对应于曲线b上的1118 cm-1,这是N-H的影响使峰的位置改变。同时,曲线b上1221 cm-1的峰为C-N键的不对称伸缩振动峰。上述结果表明,实验中已经制备出GO并对其表面进行氨基化改性得到了NGO。
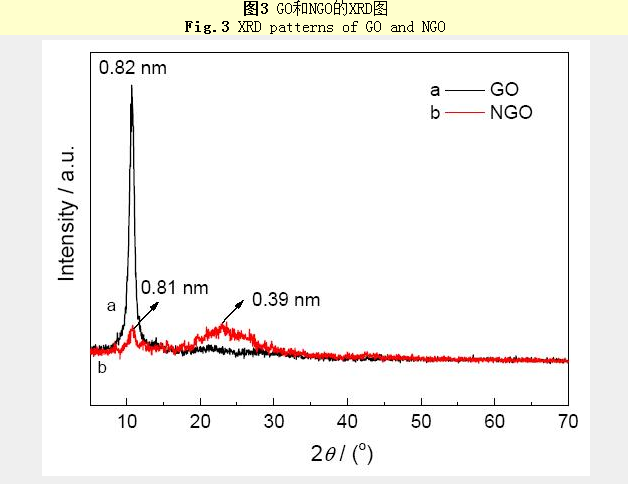
如图3a所示,GO的(001)面衍射峰出现在2θ=11.05°处,表明GO结构层间距为0.82 nm,且衍射峰型较为尖锐,说明GO的晶体结构完整有序。相比于GO,NGO在2θ=10.8°处的衍射峰对应GO的(001)面衍射峰,但其强度大大减弱,表明氨基功能化过程中GO表面的部分含氧官能团(羧基)被消耗。由于GO表面含有大量羧基、羟基和环氧基团,这些基团中的氧原子与碳原子以共价键结合,导致石墨晶格沿C轴方向增大。同时,石墨边缘被氧化的程度大使更多的水分子进入其层间,从而进一步增大了层间距。此外,NGO在2θ=23.01°出现了(002)面衍射峰,其原因是羧基、环氧基团等含氧基团在氨基功能化过能中被消耗,由氨基取代,石墨烯的氧化程度降低,进入层间的水分子也相应减少,进而导致层间距减小到0.39 nm。
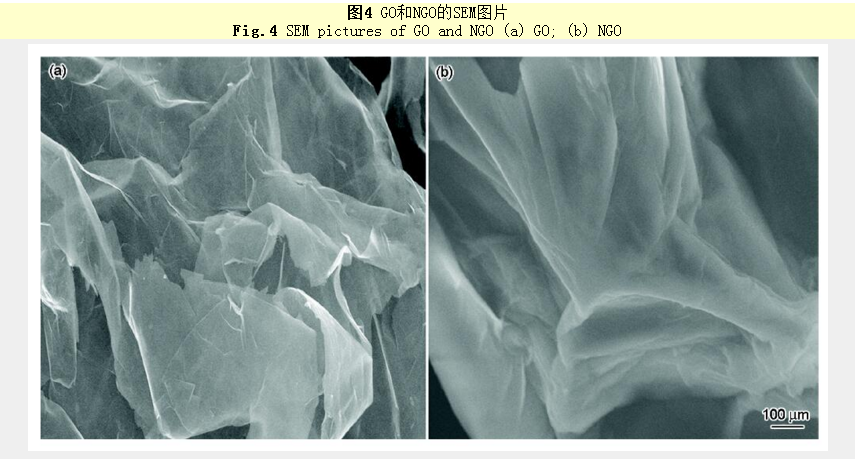
由图4a可以看出,GO的表面具有明显的褶皱,呈片层结构。图4b表明NGO表面结构形貌相较于GO更加粗糙,因为经过乙二胺改性后其表面接枝有大量氨基。对比图4a和4b可见,虽然NGO较GO的片层结构更加紧密和平整,但是GO其特有的二维片层状结构并未因氨基化改性而改变。
2.2 涂层的防腐蚀性能
图5给出了浸泡初期(24 h)5种不同的复合涂层的Nyquist图。从图5可以看出,复合涂层试样EP1、EP2、EP3只有一个容抗弧,而EP4和EP0的容抗弧曲线的曲率半径出现了先下降后上升的趋势,即出现两个容抗弧。对于涂层试样EP1、EP2、EP3,复合填料PEPA/ATP/NGO的加入提高了涂层的防腐性能,且容抗弧的半径大小表征了复合涂层的阻抗大小。通过对比可见,涂层试样EP2所对应容抗弧曲线的曲率半径明显大于其它涂层试样,表明此复合涂层的阻抗值最高,即防腐性能最好。对于涂层试样EP4和EP0,浸泡初期涂层的Nyquist图就出现了两个容抗弧,表明复合涂层试样的屏蔽效果不理想,腐蚀介质已经向涂层的内部扩散,金属表面形成钝化膜。同时,涂层试样EP4的防腐性能优于EP0。其原因是,在复合涂层试样EP4中添加了复合填料PEPA/ATP/NGO。ATP中的三聚磷酸根离子P3O105-具有很高的化学活性,对Fe2+、Fe3+具有很强的络合能力,可形成三聚磷酸铁钝化保护膜(图7b),覆盖在金属基体表面,阻碍腐蚀粒子进一步向内扩散。
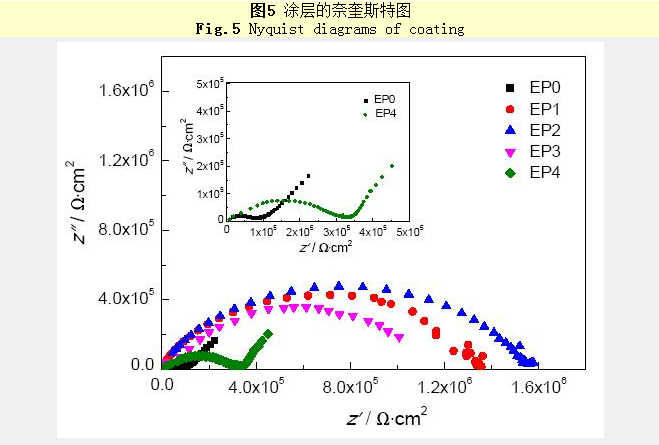
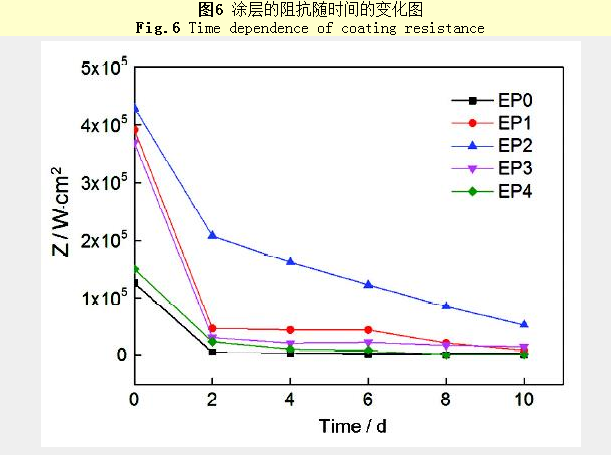
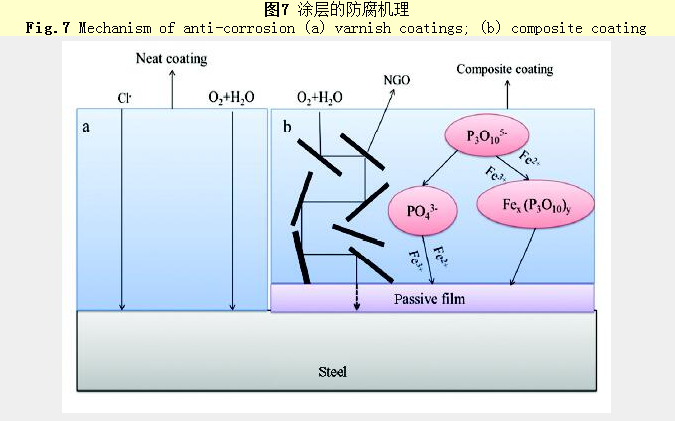
图6给出了复合涂层的阻抗值随时间变化的整体趋势。可以看出,水性环氧复合涂层的阻抗值普遍高于水性环氧清漆涂层,因为NGO二维层状结构的阻隔性能降低了缓腐蚀粒子的运输速度(图7)。从图6还可以看出,在浸泡过程中复合涂层试样EP2的阻抗值一直高于其他复合涂层(EP1、EP3、EP4)。其原因是,当填料的添加量过低时不能很好的弥补涂层固化时产生的缩孔,使涂层表面存在一定的缺陷[17];而添加过多的填料导致其在水性树脂基体中的分散性降低,使复合涂料的成膜性能降低、涂层表面缺陷增多和阻隔性能下降。以上结果表明,复合涂层试样EP2(填料添加量为20%)的防腐性能最优。
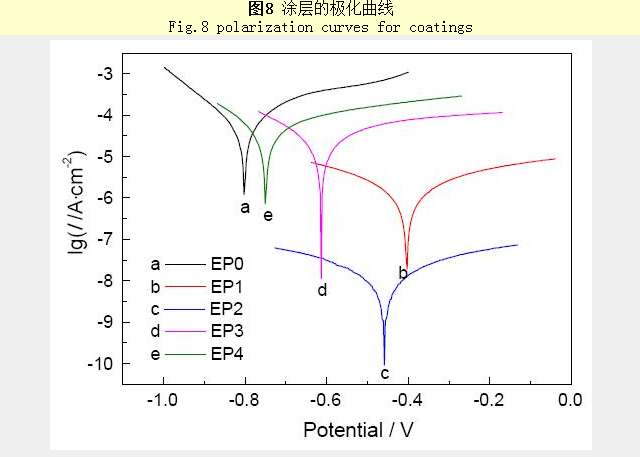
图8给出了涂覆不同PEPA/ATP/NGO复合填料含量的水性环氧复合涂层的极化曲线,表2中列出了一系列电化学测量数据(即阳极斜率(ba),阴极斜率(bc),极化电阻(Rp)和腐蚀电流(Icorr))。其中Icorr的大小由阴极极化曲线和阳极极化曲线的交点决定,且具有较高的Rp和较低的Icorr和较低的腐蚀速率(CR),这种涂层具有更好的耐腐蚀性能。根据公式(1)Stern-Geary方程可计算出RP的极化电阻值:
其中k是常数(3268.6 mol·A-1),M为金属的分子量(54.2 g·mol-1),D为密度(7.75 g·cm-3),V为化合价。
根据式(3)计算可复合涂层的防护效率(PEF%):
![]()
![]()
由图8和拟合数据表2可见,在水性中加入PEPA/ATP/NGO复合填料后复合涂层的防腐蚀性能有所提高,且随着PEPA/ATP/NGO复合填料含量的增多涂层的腐蚀电流密度降低、极化电阻增大、电位正移、腐蚀速率减小。复合涂层试样EP2 (复合填料添加量为20%)的腐蚀电流密度最低,为8.23×10-9 A·cm-2,极化电阻最大,为6.51×106 Ω·cm2,腐蚀速率最小,为9.57×10-5 mm·y-1,防护效率最高,为1.09×104%,说明这种复合涂层的防腐蚀效果最佳。继续增加PEPA/ATP/NGO复合填料的用量,腐蚀电流密度开始升高、极化电阻下降,腐蚀速率增大。其原因是,添加适量的复合填料可提高复合涂层的阻隔性能,还能与在金属腐蚀过程中产生的金属离子络合,生成钝化保护膜覆盖于金属基体表面,进一步提高复合涂层的防腐蚀性能;而加入过多的复合填料则因填料团聚致使涂层内部填料分布不均,固化后涂层表面易产生颗粒状沉积、进而产生微孔和微裂纹,导致复合涂层综合性能下降,影响其防腐蚀性能。
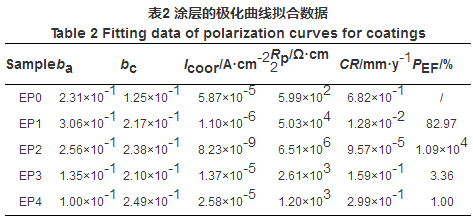
在涂层样片喷涂使其厚度为(30±3) μm,以质量分数为5%的NaCl溶液为基础 连续不间断地喷雾400 h,观察样片的表面是否腐蚀。从图9可见,与清漆涂层EP0相比,复合涂层EP1、EP2、EP3、EP4的样片上锈斑明显较少,说明复合填料能明显提高涂层的防腐性能。其原因是,复合填料中的NGO具有二维层状结构,分布在涂层中能填补涂层表面微孔,阻隔腐蚀离子透过涂层,进而提高金属基体的防腐能力,在涂层盐雾测试中出现的锈斑减少。而复合涂层EP2的样片基本没有明显的锈斑和起泡,说明该组的防腐性能优于其它组,与电化学的分析结果一致。其原因是,ATP中的P3O105-能与水性环氧树脂中的极性基团(羟基、环氧基)发生络合,加入适量的ATP能在一定程度上改善涂层的湿附着力,使阴极极化度高增强,涂层表面的起泡也会相应减少。这表明,加入适量的PEPA/ATP/NGO复合填料有助于提高涂层的致密性和改善涂层的湿附着力,进而提高复合涂料的防腐能力。
2.3 涂层的防火性能
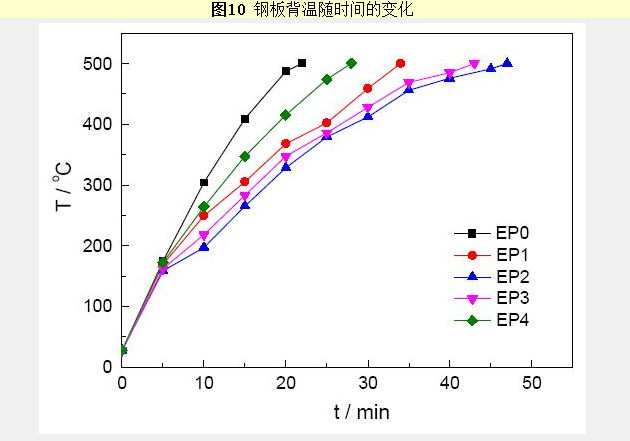
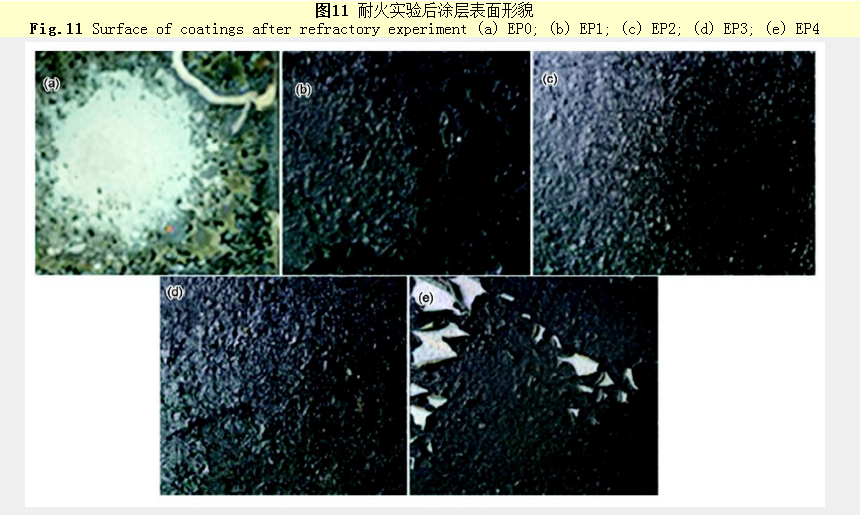
由图10可以看出,与环氧清漆涂层试样(EP0)相比,环氧复合涂层试样(EP1、EP2、EP3、EP4)的耐火时间有了较为明显的延长,应该归功于PEPA/ATP/NGO复合填料的添加。这表明,PEPA/ATP/NGO复合填料能明显提高水性环氧涂层的防火性能。对于环氧复合涂层试样,在5min内钢板背面的温度迅速升高到250℃左右,此时复合涂层中的膨胀阻燃体系发挥作用。随着复合填料的增加复合涂层中NGO和ATP的作用使涂层表面的缺陷减少,涂层的致密性提高,在耐火燃烧测试时形成更加连续且致密的炭层,膨胀效果更加明显(图11c),阻止热传递并缓解了内部涂层的损坏,延长了涂层的耐火时间。此外,NGO能改善复合涂层的抑烟性能,阻碍一氧化碳等挥发性降解产物的散逸,降低火灾危险。当PEPA/ATP/NGO复合填料的添加量继续增大时耐火极限开始下降,因为添加过多的PEPA/ATP/NGO复合填料使炭层的强度提高,抑制了炭层的膨胀,使导热系数增大而降低了防火性能。此外,添加过量的填料导致其在固化过程中沉积于涂层表面,在涂层表面产生微孔和微裂纹和在膨胀炭层表面出现孔洞和缺陷,不能有效阻止热传递,明火燃烧甚至使涂层脱落(图11e),导致复合涂层的耐火时间减少。
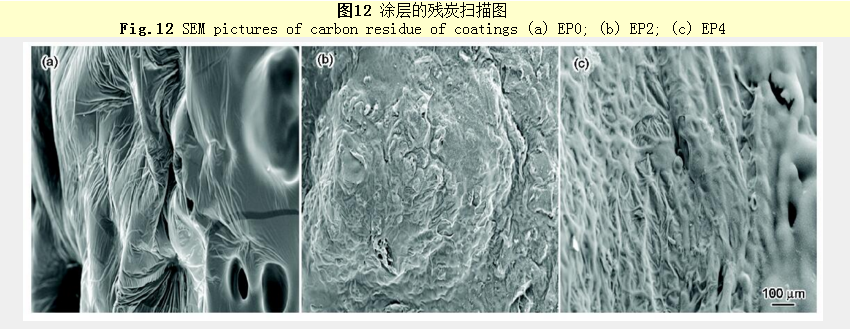
从图12a可以看出,水性环氧清漆表面的炭层基本上没有膨胀,但是出现微孔。其原因是,环氧树脂固化时表面易出现微孔,EP0产生的气体通过表面的微孔释放到空气中,使炭层无法覆盖在材料表面,影响了材料的阻燃性能。从图12b可见,EP2试样充分燃烧后在表面产生了明显的膨胀炭层,且表面几乎没有微孔和缺陷。其原因是,NGO和ATP的加入提高了涂层的致密性,且NGO表面的活性氨基与水性环氧树脂中的环氧基团进行交联复合而形成一层致密的保护膜。在NGO和PEPA的协同阻燃作用下产生的炭层也更加致密连续,使阻燃性能提高。但是,随着PEPA/ATP/NGO复合填料继续增加炭层的膨胀率反而下降,并且在膨胀炭层表面出现明显的裂痕和缺陷(图12c)。其原因是,添加过多的PEPA/ATP/NGO复合填料使炭层的强度提高,EP4中NGO和PEPA分解产生的NH3、CO2、H2O等不可燃气体不能有效地促进基体成炭,使炭层的膨胀性下降,表面炭层缺陷增多,涂层的阻燃性能下降。
水性环氧复合涂料的TG曲线如图13所示,数据列于表3。由表3可以看出,与其他试样相比EP0的T20最大,为355.90℃,而其W800却最小,仅为10.78%;添加了PEPA/ATP/NGO复合填料的EP1试样,其T20为314.22℃,比EP0降低了41.68℃,但是W800却提高到18.98%。这表明,在此温度下复合填料中的PEPA和NGO提前分解,起膨胀阻燃作用,提高了试样的热稳定性。EP2试样的T70为517.50℃,W800为24.83%,比EP0和EP1都有较为明显的提高。其原因是,NGO独特的二维层状结构和表面的丰富的活性氨基使其与环氧树脂之间形成较强的界面作用和交联结构,形成一层致密的保护膜,隔绝热量,提高了试样的热稳定性。
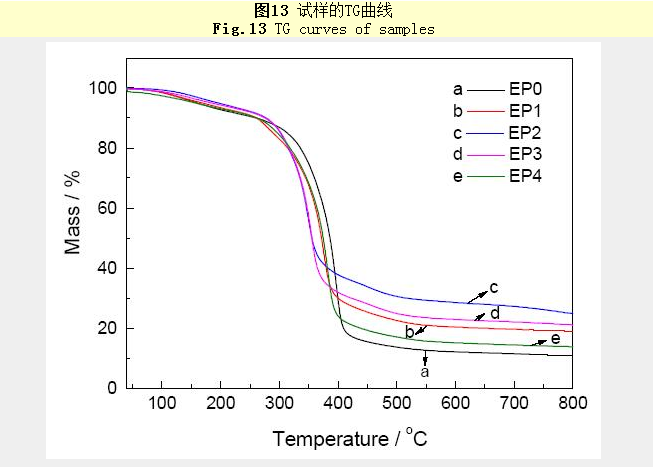
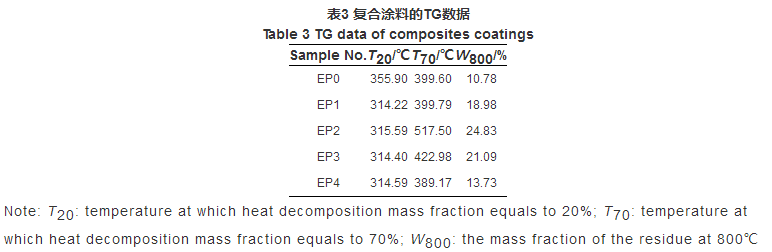
此外,EP3的T70为422.98℃,W800为21.09%;EP4的T70为389.17℃,W800为13.73%。这表明,随着PEPA/ATP/NGO复合填料添加量的进一步增加,涂层试样的阻燃性能反而降低了。因为添加过量的复合填料使填料在环氧树脂中的分散性降低而产生团聚,涂料在固化过程中易在团聚物周围形成缺陷和气泡。而试样燃烧后阻燃剂分解产生的NH3、H2O等小分子不可燃气体使体系膨胀发泡,在团聚物周围的缺陷和气泡处出现发泡胀裂的现象。这样以来就不能形成较为致密的膨胀炭层,不能有效地隔绝热量,使热稳定性下降。上述结果表明,EP2试样为热稳定性最优体系,其T70值和W800均最高,分别为517.50℃和24.83%。
3 结论
(1) 随着复合填料PEPA/ATP/NGO添加量的增加,水性环氧复合涂层的防腐蚀性能先提高后降低。涂层试样EP2的防腐蚀性能最优,腐蚀电流密度最低,为8.23×10-9 A·cm-2,腐蚀速率最小,为9.57×10-5 mm·y-1,防护效率最高,为1.09×104%;耐盐雾性能最强,表面的锈斑最少。
(2) 复合填料PEPA/ATP/NGO的添加量对复合涂层的防火性能有显着的影响。与其他涂层试样相比试样EP2的防火性能最好,其耐火极限达到47 min,燃烧后形成的膨胀炭层致密且高温热稳定性最高,T70为517.50℃,800℃时的残炭量最高为24.83%。
(3) 添加复合填料PEPA/ATP/NGO能提高水性环氧树脂的防腐蚀性能和防火性能,涂层试样EP2的防腐蚀性能和防火性能都最佳,EP2的配比(填料添加量20%)为最佳配比。
本文来自沈阳化工大学材料科学与工程学院,本文观点不代表石墨烯网立场,转载请联系原作者。