一、引言
二维材料的兴起为后摩尔时代的电子学与材料科学开辟了全新的道路。自 2004年石墨烯首次被报道以来,这一类材料因其独特的结构与性能而迅速成为科研热点。石墨烯展现出超高的电子迁移率、优异的热导率和力学强度,使人们第一次看到单层原子晶体在信息处理与功能器件中的巨大潜力。为了更好地制备石墨烯,研究者们尝试了多种方法,包括液相剥离、外延生长以及等离子体处理等技术。然而,这些方法在均匀性、可控性或规模化方面依然存在不足。于是,人们把目光转向了化学气相沉积(Chemical Vapor Deposition, CVD),这种方法不仅能够在大面积基底上生长石墨烯,而且参数可调、工艺兼容性强,被视为实现产业化应用的重要突破口[1–5]。
CVD的重要意义不仅体现在石墨烯的成功合成,更在于它能够推广到六方氮化硼(h-BN)、过渡金属二硫属化物(TMDs)以及其他新型二维材料。这些材料具有互补的物理特性,例如h-BN是优异的绝缘衬底,MoS2等TMDs则是直接带隙半导体。随着工艺的不断成熟,研究者们已经可以在晶圆级基底上合成单取向薄膜,减少晶界缺陷,提升材料的电子与光学性能。更进一步,CVD还能实现不同二维材料的垂直或侧向异质结构构筑,为器件设计提供了更丰富的可能性。
这些进展不仅推动了基础科学的发展,也为未来的电子器件、小尺寸光电器件、能源催化、柔性电子与量子信息等前沿应用奠定了基础。可以说,CVD已成为连接“二维材料基础研究”与“现实世界应用”的关键桥梁,其发展状况将直接影响未来信息与能源技术的走向。
二、化学气相沉积的原理与工艺
1、工艺流程与装置
化学气相沉积(CVD)的基本思想,是在一个受控的高温环境中,将含有目标元素的气相前驱体借助载气输送到反应腔体,使它们在基底表面发生分解或化学反应,最终沉积形成所需的二维材料。整个过程就像是一条自动化生产线,气体原料进入系统后,在不同功能区“各司其职”,最后在基底上“长”出一层原子级薄膜。
典型的CVD装置主要由以下几个部分组成:
- 质量流量控制器(MFC):用于精确控制载气(如氩气、氮气、氢气)和前驱体气体的流量。二维材料的生长对气体比例非常敏感,比如氢气过多会刻蚀石墨烯边缘,而不足则可能导致过量沉积。
- 前驱体蒸发区或蒸发舟:将固体或液体前驱体加热,使其转化为气态。例如MoS2的合成常使用氧化钼(MoO3)粉末与硫粉作为前驱体,需要在不同温区分别加热。
- 石英管加热炉:这是整个系统的“心脏”。常见为水平管式炉,内部可划分为多个温区,用于分别加热不同的前驱体和基底。温度的梯度分布对于控制材料的成核与生长尤为重要。
- 基底舟与基底:通常放置在高温区中央,用于承载目标薄膜的生长。例如石墨烯常在铜箔或镍箔上沉积,MoS2常在蓝宝石或SiO2/Si基底上合成,h-BN则可以在铜或铂等金属基底上沉积。
- 排气和废气处理系统:将未反应的前驱体、副产物和载气安全排出,避免环境污染和实验室安全隐患。工业化CVD系统通常配备酸碱中和或冷凝捕集装置。
不同材料的CVD工艺流程在前驱体和温区设置上有所差异。例如,石墨烯常用甲烷(CH4)或乙炔(C2H2)作为碳源,氢气作为辅助气体,铜基底由于对碳的溶解度极低,能自然抑制多层沉积,从而实现大面积单层石墨烯的可控合成;MoS2等TMDs通常选择固体氧化物(如MoO3、WO3)和硫粉或硒粉作为前驱体。实验中需要分别加热金属氧化物与硫源,并依靠载气将其输送至基底表面,在高温下发生还原与硫化反应,最终生成单层或少层的TMD薄膜;h-BN的前驱体可为氨硼烷(NH3–BH3)、三聚氮硼烷(borazine, B3N3H6)等含硼氮化合物,它们在高温下分解并在金属基底表面成核,进而形成单层或多层h-BN薄膜。
此外,为了获得更高质量的薄膜,CVD系统往往需要精确的气氛控制与温度编程。例如,石墨烯的合成往往采用“升温—保温—降温”的三步过程;而TMDs的生长则可能需要在升温过程中逐步引入硫源,以避免过早反应导致颗粒化。近年来,研究人员还引入了低压CVD(LPCVD)和金属有机化学气相沉积(MOCVD)等变种,以改善晶体质量和厚度均匀性。
总体而言,CVD中涉及的温控、气氛调节、前驱体蒸发与输运、基底选择和后处理等环节,都直接决定了二维材料的成核密度、晶粒取向、层数分布以及最终的结构质量。


图 1 CVD合成石墨烯示意图:气相的甲烷在高温下分解为碳原子,碳原子在铜基底表面成核并扩展,最终形成石墨烯薄膜[1]
2、成核与外延机理
在化学气相沉积过程中,二维材料的形成并不是“凭空生成”的,而是经历了一个从原子到有序晶体的逐步演化过程。其核心环节就是成核与外延生长。理解这两个过程,就能解释为什么有时材料长成单层,有时却出现多层堆叠;为什么有时晶体取向一致,有时却充满晶界缺陷。
- 成核过程
所谓成核,就是气相中的前驱体分子在高温条件下分解,释放出活性原子或基团,这些活性物种在基底表面扩散并寻找合适的“落脚点”,聚集形成最初的晶核。晶核的数量和分布,直接决定了后续晶粒的大小与均匀性:成核密度高会得到很多小晶粒,拼接后晶界密布,薄膜连续性差;成核密度低晶粒能自由生长到较大尺寸,容易获得大面积单晶或准单晶薄膜。因此,研究者往往通过调节气体浓度、基底表面能、温度梯度等手段,来“减少种子”,保证后续晶粒能够长得更大。例如在石墨烯合成中,降低甲烷浓度和使用高质量单晶铜基底,是获得大尺寸单晶域的重要方法。
- 外延生长
当晶核形成之后,新的原子会不断在其边缘附着,使晶体逐渐向外扩展。这一过程类似于冬天窗玻璃上冰花的生长,只不过这里的“冰花”是由碳、硫或硒原子组成的二维晶格。在外延生长过程中,基底的取向会对新材料的生长方向起到重要的诱导作用,例如在蓝宝石基底上生长的MoS2就更容易获得单一取向,从而减少晶界缺陷。同时,气氛和能量条件也会直接影响外延是否顺畅:如果气相中原子的供给速度过快,往往会导致多层堆叠甚至形成团簇,而供给过慢则可能造成成核不足,使薄膜无法形成连续覆盖。因此,如何在基底取向与气氛条件之间找到最佳平衡,是获得高质量二维材料的关键。
- 缝合与晶界
随着多个晶粒在基底表面不断扩展,它们最终会相遇并拼接成连续的薄膜。理想情况下,如果这些晶粒的取向完全一致,就能够无缝地融合在一起,形成大面积的高质量单晶薄膜。然而在实际合成中,不同晶粒常常存在取向差异,拼接处便会形成晶界。这些晶界是二维材料中最常见的结构缺陷之一,会对电子输运、力学强度以及光学性质产生不利影响。为了减少晶界的出现,研究人员提出了多种策略,例如利用单晶基底来诱导统一的取向、通过降低成核密度让少数晶粒优先生长覆盖整个基底,以及借助氢气或卤盐蒸气等辅助气氛来调控晶粒边缘的反应活性,从而促进更顺滑的拼接。这些方法的探索,使得二维材料在大面积生长过程中逐渐接近理想状态。
三、典型二维材料的CVD合成
1、石墨烯
石墨烯的CVD合成是二维材料研究中最早被验证并广泛认可的成功案例,也是整个领域快速发展的重要起点。2009年,Li等人首次在铜基底上利用甲烷作为碳源合成出大面积单层石墨烯[2]。这一结果之所以具有里程碑意义,在于铜对碳的溶解度极低,使得沉积下来的碳原子难以向基体内部扩散,从而天然形成一种“自限性”,即石墨烯往往只会停留在单层厚度。这种自发的单层特性避免了多层随机堆叠,为后续规模化生长提供了极大便利,也为石墨烯的大规模制备开辟了新道路。
在这一基础上,研究者们持续优化工艺以获得更高质量的薄膜。比如,通过两步CVD工艺,人们能够显著改善石墨烯的晶粒尺寸[3]。第一步以较低碳源浓度促进晶核的有序分布,第二步则在优化气氛中推动晶粒扩展,从而形成大尺寸、取向一致的石墨烯单晶。与此同时,工程化尝试也在快速推进。卷对卷转移工艺使研究人员在短时间内实现了30英寸的大面积石墨烯薄膜[4],这一突破不仅展示了CVD在工业化中的可扩展性,还让石墨烯作为柔性透明电极进入了显示器、触控屏和太阳能电池等潜在应用场景。
除此之外,工艺细节的优化也不断推动石墨烯质量提升。例如,氢气浓度的调整直接影响石墨烯边缘的生长速率和刻蚀效果,过量的氢气会损伤边缘,而不足则导致杂质累积[5]。在基底方面,高温退火可去除铜表面的氧化物和残余污染物,降低成核密度,从而形成更大的单晶域。通过这类工艺改进,CVD石墨烯的电学性能和结构完整性得到了持续提升。
另一个关键挑战在于转移工艺。虽然铜箔适合石墨烯生长,但其并不适合直接作为电子器件的衬底。因此,如何将石墨烯完整地转移到绝缘基底成为制约应用的重要瓶颈。传统的湿法转移常常引入聚合物残留和褶皱,导致迁移率下降。为解决这一问题,Banszerus等人提出了改进的转移方法,有效减少了污染与褶皱,最终实现了接近机械剥离石墨烯所能达到的高迁移率器件性能[1]。这意味着,经过优化的CVD石墨烯在实际器件表现上,已经逐渐逼近“理想石墨烯”的物理极限。
综上,CVD石墨烯的研究经历了从最初的“可行性验证”,到“工艺优化”,再到“接近工业化应用”的逐步演进。如今,它不仅在基础研究中提供了可靠的样品来源,也在柔性电子、透明导电膜和高性能传感器等领域展示出工程化前景。这一系列成果表明,CVD石墨烯已从实验室逐渐走向工程化,成为二维材料产业化最坚实的开端。
2、六方氮化硼
六方氮化硼(h-BN)被称为“白色石墨烯”,它与石墨烯一样拥有类似的蜂窝状晶格结构,但电子性质却截然不同:石墨烯是导电材料,而h-BN是一种宽带隙绝缘体。这种互补特性,使得h-BN成为石墨烯和其他二维材料理想的绝缘衬底与介电层。
早期获取h-BN的方法主要是机械剥离,即像处理石墨那样从块体材料中“撕下”薄片,但这种方法同样存在样品面积小、形貌不可控的问题。随着二维材料应用需求的增长,人们开始探索如何通CVD法在大面积基底上合成高质量的h-BN薄膜。2010年代初,研究者成功利用氨硼烷(NH3–BH3)或三聚氮硼烷(borazine, B3N3H6)等前驱体,在铜或铁基底上实现了单层h-BN的可控沉积[6,7]。这些实验表明,通过合理的温度和气氛调节,可以在金属表面形成连续而平整的单层薄膜,为后续器件构筑提供了可能。
与石墨烯不同,h-BN在CVD生长过程中面临的主要挑战在于前驱体的稳定性和分解效率。氨硼烷在高温下会产生多种副产物,如果控制不当容易造成沉积不均;borazine的分解过程更温和,常被视为更适合的大面积生长前驱体。此外,基底类型对h-BN的结晶质量也有显著影响。例如,在单晶铜或铂上生长时,h-BN往往表现出更均匀的取向,晶界数量也相对较少,这对于获得高质量大面积薄膜尤为关键。
CVD h-BN的研究意义在于它在器件中的支撑作用。石墨烯器件如果直接放置在常见的SiO2基底上,表面粗糙度和陷阱态会显著影响其载流子迁移率。而当石墨烯转移到h-BN薄膜上时,由于h-BN表面平整、具有化学惰性且几乎没有悬挂键,石墨烯的电子性质能够得到充分发挥。这一特性被证明能显著提高石墨烯器件的性能,使其更接近理想状态。
除了作为衬底和绝缘层,CVD合成的h-BN还可以用于构建二维异质结构。研究人员通过将h-BN与石墨烯、MoS2等材料以垂直或侧向方式堆叠,形成所谓的“范德华异质结”,实现了从隧穿器件到新型发光器件的多样化应用。这类异质结由于界面清洁、结合紧密,被广泛看好为下一代电子与光电器件的基础单元。
总的来说,CVD h-BN的研究已经从最初的“能否制备”过渡到“如何制备得更大、更均匀、更可控”。随着工艺的优化与基底工程的进展,人们正在逐步实现晶圆级h-BN薄膜的可控合成,这为大规模二维电子器件的商业化奠定了坚实的基础。
3、过渡金属二硫属化物
除了石墨烯和h-BN,另一类引起极大关注的二维材料是过渡金属二硫属化物(TMDs),典型代表包括MoS2、WS2、MoSe2等。这类材料在结构上同样呈现层状堆叠,但性质与石墨烯截然不同:石墨烯是零带隙的半金属,而单层MoS2等TMDs则是直接带隙半导体,带隙通常在1–2 eV之间,非常适合应用于晶体管、光电探测器、发光器件等领域。尤其是从体相到单层时的“间接带隙—直接带隙转变”,更为二维材料电子学开辟了新的可能。
在早期实验中,机械剥离方法虽然能获得高质量单层MoS2,但尺寸极小、分布随机,无法满足应用需求。因此,研究者们很快将目光转向了CVD法。2012年以后,多项工作表明,可以利用氧化钼(MoO3)与硫粉作为前驱体,在蓝宝石或SiO/Si基底上合成出三角形或六边形的单层MoS2晶体[8,9]。这些三角片最终能够拼接成连续薄膜,展示了二维半导体规模化合成的可行性。
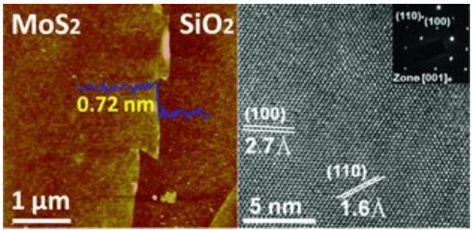
图2 CVD生长MoS2薄膜的典型表征:(左)AFM高度图像显示单层厚度约0.72 nm;(右)高分辨TEM图像展示晶格条纹及其对应晶面间距,并附有电子衍射图确认晶体取向[5]
与石墨烯不同,TMDs的CVD生长过程更为复杂。首先,前驱体的种类和蒸发速率对薄膜形貌有极大影响。通常,MoO3需要在上游加热区被蒸发,而硫粉则在另一温区提供硫源,两者通过载气输送到基底表面,在高温下发生还原与硫化反应,最终生成单层MoS2。如何匹配金属源与硫源的供应速率,是决定薄膜质量的关键。如果硫源不足,材料会出现硫空位缺陷;若硫源过多,则容易引发颗粒化沉积。
其次,基底类型和处理方式也影响成核与取向。例如,蓝宝石基底因其原子级平整度和晶格常数的匹配效应,常常诱导MoS2晶粒沿单一取向排列,从而减少晶界。这类“取向外延”策略,为实现大面积单晶MoS2薄膜提供了可能。而在常见的SiO2基底上,由于表面缺陷较多,MoS2晶粒的取向往往比较随机,容易形成多晶薄膜。
近年来,研究者们还开发出多种改进策略以提升CVD TMDs的质量。例如,通过引入卤盐助剂(如NaCl、KCl),能够降低金属源的蒸发温度,增加原子迁移率,从而得到更大晶粒和更平整的薄膜[10]。另外,一些团队尝试了等离子体辅助CVD或低压CVD,以改善晶体完整性并减少缺陷密度。
CVD合成的TMDs在应用方面前景广阔。单层MoS2晶体管已经展示出明显的开关比优势和较高的电流开关特性;同时,由于直接带隙特性,它们在光电探测和发光器件中也表现出极高灵敏度和可调谐性。例如,利用CVD MoS2构建的光电探测器,能够在可见光范围实现高效响应,这为低功耗光电子学器件的发展提供了有力支撑。
CVD已经成为合成TMDs的核心方法。从最初的单层晶体域,到如今的连续薄膜和异质结构,人们对工艺的理解和控制正在不断深化。这些进展不仅推动了基础科学的探索,也为未来的二维半导体电子学与光电子学应用奠定了坚实基础。
四、CVD 的优势与面临的挑战
化学气相沉积之所以能在二维材料领域脱颖而出,主要是因为它在科学研究和工程应用中同时展现了独特的优势。与机械剥离法只能得到微米级“小碎片”不同,CVD能够在厘米甚至晶圆级的基底上合成连续薄膜,研究人员甚至通过卷对卷转移工艺制备出了30英寸的石墨烯薄膜,这种规模化潜力为柔性显示、透明导电膜等应用打开了大门。同时,CVD拥有极高的可调控性,通过改变气体比例、温度、压强和反应时间,研究者能够精确调节层数、晶粒大小和薄膜形貌。例如,在石墨烯的合成中稍微降低碳源浓度就能避免多层堆叠,而在MoS2的生长中合理控制硫源供应则能显著减少缺陷。这种灵活的“工艺旋钮”让CVD成为探索二维材料生长机理与优化器件性能的首选方法。此外,它还与传统半导体制造体系高度兼容,可以直接应用于硅片工艺,甚至与现有CMOS生产线对接,意味着在产业化过程中能充分利用现有设备和工艺,降低转化门槛。更为重要的是,CVD支持多种二维材料体系的合成,不仅包括石墨烯、h-BN和MoS2,还扩展到黑磷薄膜、MXene衍生物以及各种范德华异质结构,因此成为二维材料“材料库”的重要入口。
然而,CVD并非完美无缺,它的发展仍面临不少挑战。二维材料的性能对缺陷极为敏感,而在CVD生长过程中,晶界、空位和杂质往往不可避免。石墨烯中的晶界会显著降低电子迁移率,MoS2中的硫空位则会引入深能级缺陷,严重影响光电性能。虽然通过优化成核密度、调节气氛和改良基底处理可以改善,但在大面积范围内实现完全均匀、无缺陷的薄膜依然困难。另一个瓶颈在于转移工艺,以石墨烯为例,大多数情况下需要将其从铜箔转移到绝缘衬底上才能应用,但传统湿法转移容易引入聚合物残留和褶皱,导致性能下降。尽管干法转移和改进的支撑转移技术有所突破,但如何在保证高良率的同时保持低成本仍是难题。工艺复杂性与成本问题同样不可忽视,不同材料往往需要不同前驱体、温区和气氛控制,一些前驱体还存在不稳定或安全隐患,这为产业化带来额外障碍。最后,CVD的可扩展性与集成性在工业生产中也需要进一步突破,科研实验中能实现厘米级乃至晶圆级薄膜,但要在数百片晶圆上保持一致性和高良率,必须解决反应腔加热均匀性、气流场分布和多片同步生长等工程问题[11-13]。
CVD是二维材料从“实验室奇迹”走向“现实应用”的关键桥梁。它的优势在于规模化、可调控、兼容性强且支持材料多样化,但与此同时也受制于缺陷控制、转移工艺、成本和工程化难度。未来的发展方向,可能需要借助新型前驱体、更智能的气氛和温度调控、以及先进的基底工程,逐步克服这些挑战,从而推动二维材料真正进入产业化阶段。
五、应用前景与展望
随着CVD技术在二维材料生长上的不断成熟,人们逐渐从“能否合成”转向“如何应用”。石墨烯、h-BN和TMDs等材料在电子学、光电学、能源以及环境等领域都展示出巨大的潜力。石墨烯作为最典型的二维导电材料,已经被广泛用于透明电极、柔性触控屏和高速晶体管的研究。卷对卷工艺合成的大面积石墨烯薄膜可以直接应用于柔性显示和可穿戴电子,极大推动了产业化的可能。与此同时,当石墨烯与h-BN结合时,借助后者平整且化学惰性的衬底特性,能够有效提升石墨烯的载流子迁移率,使其性能更加接近理想状态,这为高速电子器件提供了重要的基础。TMDs的应用则更加多样化。单层MoS2等材料由于具有直接带隙,成为理想的半导体候选,不仅能够应用在场效应晶体管中,还在光电探测和发光器件中表现出优异的特性。利用CVD合成的大面积MoS2薄膜,研究人员已经展示了低功耗、高灵敏度的光电探测器,这类成果预示着二维半导体有望在未来替代部分传统硅基器件。
除了电子和光电器件,二维材料在能源与催化领域同样展现出广阔前景。石墨烯因其高比表面积和优异导电性,被用作电池和超级电容器的电极材料;而 MoS2等TMDs在氢析出反应(HER)中表现出良好的催化活性,其边缘位点能够有效促进氢气生成。通过CVD控制晶粒边缘暴露,可以显著提升催化性能,为清洁能源转化提供新思路。在环境与传感应用中,二维材料的超高比表面积和对气体分子的敏感性,使其能够作为高灵敏度的气体传感器。CVD的规模化合成确保了这些器件在未来有望实现大批量生产,从而应用在环境监测和健康检测中[14-16]。
展望未来,CVD的发展不仅将推动二维材料在单一领域的突破,更有可能通过构建异质结构和多层集成,带来全新的应用形态。随着工艺不断优化,人们已经能够通过CVD实现石墨烯与MoS2、h-BN的层层堆叠,构成所谓的范德华异质结。这类人工结构具备可设计的能带结构和界面特性,已经在隧穿器件、单光子发射源以及超快光电子学中展示了初步应用。未来,如果能够实现大面积、高质量的异质结构可控生长,那么二维材料体系将可能催生出一类完全不同于硅电子学的器件平台。
尽管如此,CVD仍然存在一些亟待解决的问题,例如如何在工业规模上保持薄膜的一致性,如何进一步降低转移过程中的损伤与污染,以及如何通过新的前驱体设计来提升工艺的环保性和经济性。这些挑战既是瓶颈,也是机遇。可以预见,随着多学科交叉合作的加深,结合先进的原位表征技术、人工智能辅助工艺优化以及新型反应腔体设计,CVD在未来十年内有望实现跨越式发展。届时,二维材料不仅会出现在科研实验室里,更可能走进人们的日常生活,例如更轻薄耐用的手机显示屏、更高效的太阳能电池、更灵敏的医疗传感器,甚至为量子计算和通信提供关键材料支撑。
综上所述,CVD已经成为二维材料研究和应用的核心技术之一。它让原本停留在实验室的“原子级薄膜”逐渐走向实际应用,并在未来信息、能源和环境领域的变革中扮演重要角色。
参考文献
[1] Mattevi C., Kim H., Chhowalla M., A review of chemical vapour deposition of graphene on copper, J. Mater. Chem., 2011, 21, 3324–3334.
[2] Li X., Cai W., An J., Kim S., Nah J., Yang D., et al., Large-area synthesis of high-quality and uniform graphene films on copper foils, Science, 2009, 324, 1312–1314.
[3] Bae S., Kim H., Lee Y., Xu X., Park J. S., Zheng Y., et al., Roll-to-roll production of 30-inch graphene films for transparent electrodes, Nat. Nanotechnol., 2010, 5, 574–578.
[4] Lee Y. H., Zhang X. Q., Zhang W., Chang M. T., Lin C. T., Chang K. D., et al., Synthesis of large-area MoS₂ atomic layers with chemical vapor deposition, Adv. Mater., 2012, 24, 2320–2325.
[5] Kim K.K., Hsu A., Jia X., Kim S.M., Shi Y., Hofmann M., et al., Synthesis of monolayer hexagonal boron nitride on Cu foil using chemical vapor deposition, Nano Lett., 2012, 12, 161–166.
[6] Zhan Y., Liu Z., Najmaei S., Ajayan P.M., Lou J., Large-area vapor-phase growth and characterization of MoS₂ atomic layers on a SiO₂ substrate, Small, 2012, 8, 966–971.
[7] van der Zande A.M., Huang P.Y., Chenet D.A., Berkelbach T.C., You Y., Lee G.-H., et al., Grains and grain boundaries in highly crystalline monolayer molybdenum disulphide, Nat. Mater., 2013, 12, 554–561.
[8] Gong Y., Lin J., Wang X., Shi G., Lei S., Lin Z., et al., Vertical and in-plane heterostructures from WS₂/MoS₂ monolayers, Nat. Mater., 2014, 13, 1135–1142.
[9] Ling X., Lee Y.-H., Lin Y., Fang W., Yu L., Dresselhaus M.S., Kong J., Role of the seeding promoter in MoS₂ growth by chemical vapor deposition, Nano Lett., 2014, 14, 464–472.
[10] Kang K., Xie S., Huang L., Han Y., Huang P.Y., Mak K.F., et al., High-mobility three-atom-thick semiconducting films with wafer-scale homogeneity, Nature, 2015, 520, 656–660.
[11] Chen W., Zhao J., Zhang J., Gu L., Yang Z., Li X., et al., Oxygen-assisted chemical vapor deposition growth of large single-crystal and high-quality monolayer MoS₂, J. Am. Chem. Soc., 2015, 137, 15632–15635.
[12] Eichfeld S.M., Hossain L., Lin Y. C., Piasecki A.F., Kupp B., Birdwell A.G., et al., Highly scalable, atomically thin WSe₂ grown via metal-organic chemical vapor deposition, ACS Nano, 2015, 9, 2080–2087.
[13] Ji Q., Zhang Y., Zhang Y., Liu Z., Chemical vapour deposition of group-VIB metal dichalcogenide monolayers: engineered substrates from amorphous to single crystalline, Chem. Soc. Rev., 2015, 44, 2587–2602.
[14] Manzeli S., Ovchinnikov D., Pasquier D., Yazyev O.V., Kis A., 2D transition metal dichalcogenides, Nat. Rev. Mater., 2017, 2, 17033.
[15] Saeed M., Tanveer H., Jeon J.W., et al., Chemical Vapour Deposition of Graphene—Synthesis, Characterization, and Applications, Coatings, 2020, 10, 40.
[16] Chubarov A.M., Manfra Y.F., et al., Wafer-scale epitaxial growth of unidirectional WS₂ monolayers on c-plane sapphire by MOCVD, ACS Nano, 2021, 15, 2532–2541.
编辑:李睿、陈玉青、刘晓璇
统筹、指导:马彦青
本文来自天津大学纳米中心TICNN,本文观点不代表石墨烯网立场,转载请联系原作者。