
HRC自有复合材料成型工艺专题系列本期推送中带来三种传统成型工艺的介绍,依次是:真空导入工艺、模压工艺、热压罐工艺。
第三期 真空导入工艺
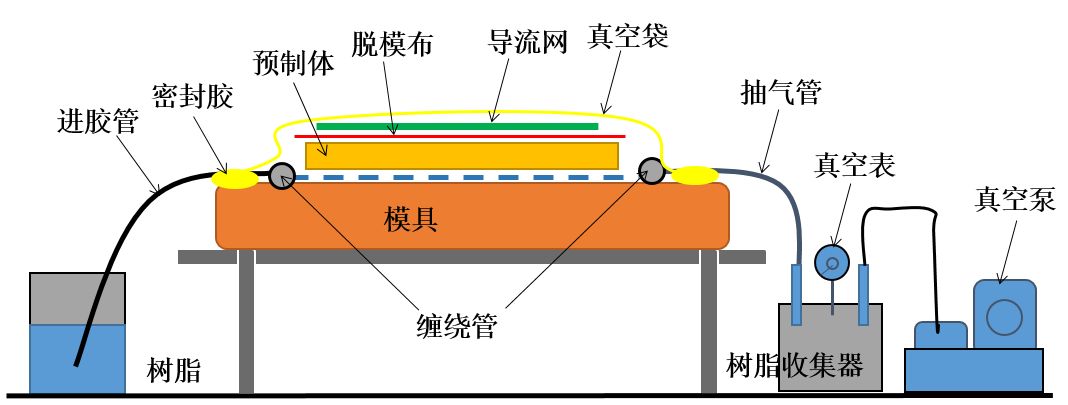
真空导入工艺(英文全称Vacuum infusion process,简称VIP),在模具表面上铺增强材料,然后铺放真空袋等辅助材料,并抽出体系中的空气,在真空袋和模具型腔间形成一个负压,利用抽真空过程产生的压力把树脂通过预铺的管路压入增强材料中,让树脂浸润增强材料最后充满整个模具,待制品固化后,揭去辅助材料,从模具上得到所需的制品。
上述介绍中关键词说明:
- 增强材料:真空导入用增强材料一般为干玻璃纤维、碳纤维、夹芯材料等;
- 辅助材料:真空导入用辅助材料包括脱模布、导流网、真空袋、缠绕管、真空管等;
- 树脂:真空导入用树脂体系粘度一般为0.15~0.8Pa.S,仅在真空压力作用下能够完全浸渍增强材料。
真空导入工艺简易流程图:


真空导入工艺示意图:

一个引擎盖为例的真空导入工艺实物图示
真空导入工艺优点:
- 更高质量制品:在真空环境下树脂浸润增强材料,与传统手糊工艺相比,制品中的气泡较少;
- 更少树脂损耗:用真空导入工艺,树脂的用量可以精确计算;
- 树脂分布均匀:对于一个制品来说,不同部分的真空产生的压力是一致的,因此树脂对增强材料的浸润速度和含量趋于一致;
- 环境友善:真空导入工艺是一种闭模工艺,VOC和有毒空气污染物均被局限于真空袋中,大大改善了工作环境也扩大了可用材料的范围;
- 产品整体性好:可同时成型加强筋、夹芯结构,管路及其他预埋件,提高了产品的整体性。
真空导入工艺缺点:
- 准备工序时间过长而且较为复杂:需要正确的铺设脱模布、导流网、有效的真空密封等;
- 产生较多的工艺废料:脱模布、导流网、真空袋等辅助材料都是一次性使用;
- 产品制造有一定的风险:尤其是大型复杂结构产品,一旦树脂灌注失败,产品易报废。
真空导入工艺的应用领域:
汽车工业:各类车顶、挡风板、车厢;
体育休闲:头盔、帆板;
风电能源:叶片、机舱罩;
船艇工业:船体、船体纵梁和框架、甲板、方向舱、雷达屏蔽罩;
建筑领域:建筑物顶部件、建筑模板;
农业和园艺:粮仓圆盖、农机保护盖。
下面是一些实际生产制品案例:

HRC制造某新能源汽车前机盖


HRC制造的某新能源汽车车门外板、内板
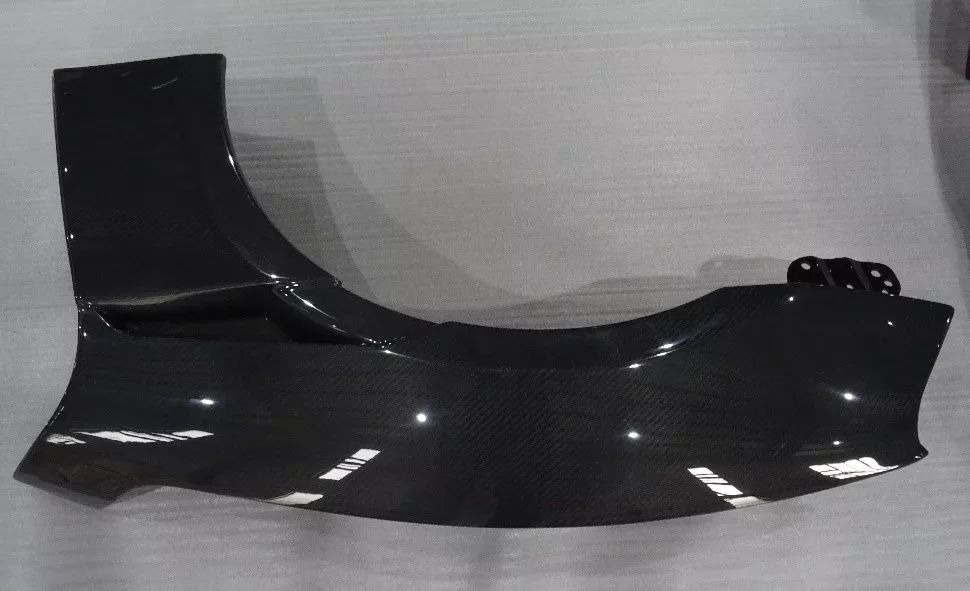
HRC制造某新能源汽车翼子板

碳纤维汽车座椅


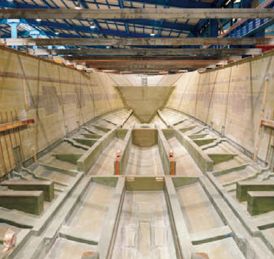
大型游艇船体
第三期 模压工艺
模压工艺(英文名称Molding Process)是复合材料生产中最古老而又富有无限活力的一种成型方法。它是将一定量的模压料放入压机中的金属对模中,在一定温度、压力作用下,固化成型制品的方法。
(我们在专题系列第一期介绍的SMC模压工艺是由传统模压工艺发展而来)
上述介绍中关键词说明:
- 模压料:预混树脂、裁切后的预浸纤维
- 金属对模:模压成型工艺模具是闭合模具,包括上模和下模;
- 压机:是模压成型工艺的主要设备,用来实现模具的开启或闭合以及提供模压所需的压力,有时还可以用来提供压缩过程中所需的热量及顶出产品。

HRC压机设备
模压工艺的简易工艺流程图:

模压成型工艺的优点:
- 生产效率高,便于实现专业化和自动化生产;
- 产品尺寸精度高,重复性好;
- 表面光洁,无需二次修饰;
- 能一次成型结构复杂的制品;
- 能够批量生产,价格相对低廉。
模压成型工艺的缺点:
- 前期投入成本高(金属模具、热压机);
- 模具的设计与制造较复杂;
- 制品尺寸受设备限制,一般只适用于制备中小型制品。
模压工艺主要应用包括:
汽车领域:车门上段、车门下段、水切加强板、格栅、尾翼等;
工业领域:机械杆等。
其它有中小型复材制品需求的行业及使用场景均可应用
模压工艺制造的产品案例:

HRC制造的机械杆

HRC制造的汽车发动机空气过滤盒
第三期 热压罐工艺
热压罐(英文名称Autoclave)工艺是指将预浸料按铺层要求铺放于模具上,并密封在真空袋中后放入热压罐中,经过热压罐设备加温、加压,完成材料固化反应,使预浸料坯件成为所需形状,并满足质量要求构件的工艺方法。
上述介绍中关键词说明:
- 预浸料:是用树脂基体在严格控制的条件下浸渍连续纤维或织物,制成树脂基体与增强体的组合物,是制造复合材料的中间材料;
- 热压罐:热压罐是一种针对聚合物基复合材料成型工艺特点的工艺设备。


HRC热压罐设备
热压罐工艺简易流程图:

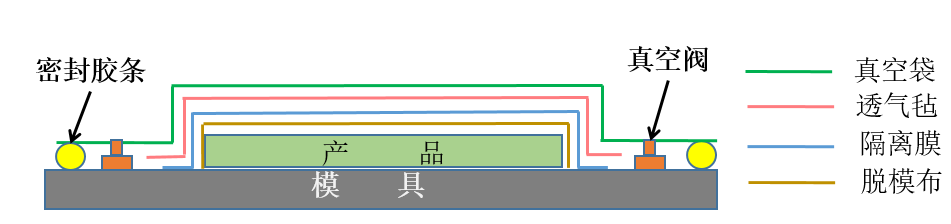
热压罐工艺封装图示:
热压罐工艺优点:
- 罐内压力均匀:用压缩空气或惰性气体(N2、CO2)或混合气体向热压罐内充气加压,作用在真空袋表面各点法线上的压力相同,使构件在均匀压力下成型、固化;
- 罐内空气温度均匀:加热(或冷却)气体在罐内高速循环,罐内各点气体温度基本一致,在模具结构合理的前提下,可以保证密封在模具上的构件升降温过程中各点温差不大;
- 适用范围广:模具相对比较简单,效率高,适合大面积复杂型面的蒙皮、壁板和壳体的成型,可成型各种复杂的结构及不同尺寸的零件。热压罐的温度和压力条件几乎能满足所有聚合物基复合材料的成型工艺要求;
- 成型工艺稳定可靠:热压罐内的压力和温度均匀,可以保证成型零件的质量稳定。热压罐工艺制造的构件孔隙率较低、树脂含量均匀,相对其他成型工艺热压罐工艺制备零件的力学性能稳定可靠,迄今为止,航空航天领域要求高承载的绝大多数复合材料零件都采用热压罐工艺。
热压罐工艺缺点:
投资大,成本高:与其他工艺相比,热压罐系统庞大,结构复杂,属于压力容器,投资建造一套大型的热压罐费用很高;每次固化都需要耗费大量价格昂贵的真空袋、密封胶条、隔离膜、透气毡、脱模布等辅助材料,同时成型中要耗费大量的水、电、气等能源。
热压罐工艺主要应用包括:
航空航天领域:蒙皮件、肋、框、整流罩等;
汽车领域:车身覆盖件和车身结构件,比如机盖内外板、车门内外板、顶盖、翼子板、门槛梁、B柱等;
轨道交通:枕梁、边梁等;
船艇工业、高端消费品等。
热压罐工艺是制造连续纤维增强复合材料制件的主要方法。广泛应用于航空航天、轨道交通、体育休闲和新能源等高新技术领域,热压罐工艺生产的复合材料制品占整个复合材料制品产量的50%以上,在航空航天领域的比重更是高达80%以上。
热压罐工艺制造的产品案例:

HRC制造的新能源汽车碳纤维顶盖

HRC制造的新能源汽车碳纤维行李箱

HRC制造的新能源汽车碳纤维侧围

赛艇船体

船体的内部模块(黄色是注入的复合材料)

船体模块中,上图黑色部分是碳纤维,黄色部分是闭孔泡沫
本文来自玻纤复材,本文观点不代表石墨烯网立场,转载请联系原作者。