
“ 目前,汽车轻量化已成为行业大势所趋,本文旨在对轻量化材料的机械加工及相关技术进行梳理。。”
我们目前常说的“轻量化材料”主要指铝合金,镁合金,塑料,复合材料等。与传统的金属加工(这里主要指高温合金加工)不同,对于这类“有色金属及非金属材料” 的加工,国内外都没有特别完善的理论体系。应该说,轻量化材料加工技术尚处在经验探索阶段,而市面上几乎见不到关于非金属切削理论的书籍。而轻量化材料的切削工艺经验实际上更多是为加工企业以及工具设备供应商所掌握,因此本文将更多的从应用于轻量化材料机械加工的主流工具,设备和相关工业产品的技术介绍出发,分析并梳理当下轻量化材料的主要加工技术。

01、轻量化加工的界定
当前无论是学术界还是工业界,都不存在明确的“轻量化加工”的定义。因此本文需要对讨论的对象首先做以界定。轻量化加工是指对轻量化零件进行加工,而实现零件轻量化手段主要有两种:一是通过合理的结构设计减轻重量,二是采用新材料或改变特性的材料减轻零部件的重量。在轻量化零件设计过程中,第一步往往是优化零件结构,与传统结构相比,新结构会减轻大约30%的重量。第二步是采用更换材料,如铝合金,镁合金,钛合金等有色金属,以及碳纤维,玻璃钢,塑料等非金属,还有各种复合材料。更换材料会使零件重量大幅减轻,但成本也会相应提高。
因此,通过轻量化设计的零件往往具有结构复杂和材料特殊的特点,给加工带来难度。“加工(machining)”这个词在机械制造领域里通常是指成型工艺(如铸造,冲压,锻造,模压等)之后,通过去除的方法,实现零件的精准外形,也就是现在常说的“减式制造”。
加工的方式有很多,比较常见的如机械切削,电切削(电火花,电腐蚀),水切割,激光切割等。
本文所论述的“轻量化加工”就是指在“轻量化零件”成型以后,对其不必要部分进行去除,进而实现设计所需精度的零件几何外形的工艺过程。值得提出的是,很多特殊功能要求的几何表面需要通过高速铣,喷丸,打磨,热处理,酸洗,桁磨,镀层,抛光等工艺实现,而这些工艺中有些属于加工的范畴,而有些属于表面处理,本文会具有针对性的对加工相关的技术进行论述,也会涉及到表面处理技术范畴。
本文将主要论述的“轻量化加工”是限定在汽车行业内,针对汽车的轻量化零件加工的最新技术和发展趋势向读者进行简要介绍,同时也会参考其它行业如航空航天和铁路船舶的轻量化零件加工技术,使读者更全面地了解整个轻量化加工领域的最新动态。
02、轻量化零件的工艺要求
由于轻量化设计包括结构和材料两个步骤,所以轻量化零件具有结构复杂,材料多样的特性。因此加工轻量化零件主要也面临两个问题:一是零件形状复杂给装夹和加工带来麻烦;二是新材料特别是非金属材料的性能与金加工完全不同,缺乏加工经验,加工难度大。
首先,对轻量化零件的加工是“产品级”而不是“工具级”。加工对象以结构件为主,主要工艺是修边,打孔,攻丝,铣槽,切断等。与模具加工相比,加工精度低,切削量小,因此加工时产生切削力和切削热都相对较小,所以通常不采用“湿切削”而是采用“最小油雾化”冷却。另外,加工毛坯以型材件和薄壁零件为主,进给速度可以更快,加工时间通常较短。但是要求更高的加工效率,工装夹具复杂,由于需要频繁更换工件,因此对自动化程度要求更高。


汽车铝型材零件加工(PWG和BMW)
其次,轻量化切削与传统的金切削有着本质不同,因此轻量化材料在切削过程中要考虑的工艺问题也与金切削大相径庭。例如铝合金粘性大,强度相对较低,切削时容易粘刀,工艺类似塑料。而碳纤维复合材料强度大,加工时容易产生振颤,同时产生很大粉末,类似竹子和硬木切削。
第三,融化切割和水切割等方式经常不可以用于轻量化材料。例如铝合金具有高反射率和高导热性不适于激光切割。同时很多型材件要求退火和时效处理,而切割区域由于受高温作用,会使材料淬火硬化,因此在很多情况下,铝件的切割是不可以采用这种高温的融化工艺的。而有一些复合材料是具有亲水性的,特别是由木材复合而成的汽车内饰件在切割时是不允许有切削液的,更不可以用水刀。
总之,轻量化材料的加工工艺可以说别具一格,与金切削并不具有明显的可比性。而我国的从业人员往往借鉴金属(高温合金)加工工艺,因此走了不少弯路。
03、汽车轻量化加工的应用领域
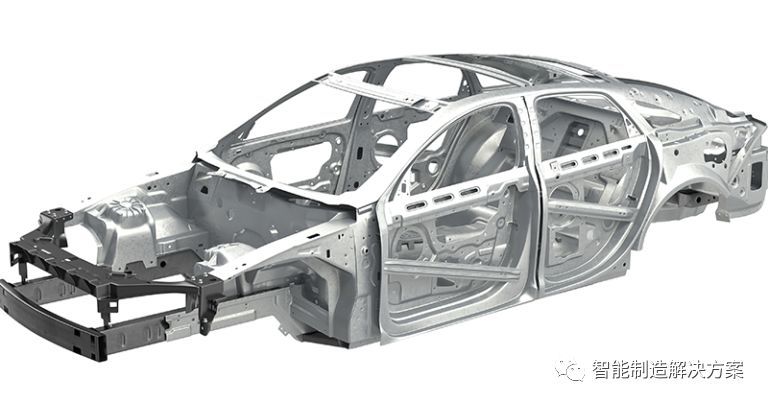
车体结构件加工
车体铝合金结构件加工有一个大型化的趋势。为了消除连接过程出现的较大误差,欧洲高端汽车特别是跑车大都会在零部件完成装配/ 预装配之后,进行一次机加,确保整体车身框架上关键曲面的形位公差。
例如奥迪的底座焊接/铆接之后,会放在加工中心上进行整体机加。而保时捷和法拉利的整车框架AFS完成连接工艺后,要把整体框架都放在CNC里进行加工。
另外,复合材料车身零件在制作过程中都是一次成型的,而且复材零件往往偏大,且精度差。所以复材件以及复材与铝合金预装配件都会在同一台CNC里进行加工。

碳纤维零部件整体加工

奥迪A8铝件加工
保时捷碳纤维座椅靠背加工
保时捷和法拉利的AFS会在装配前对整体零件进行一次精度较高的加工。不同之处是,法拉利由于产量小,所以采用加工中心配旋转工作台形式,转台可以翻转180,实现翻面。因此一次装夹可以完成6个面的加工。

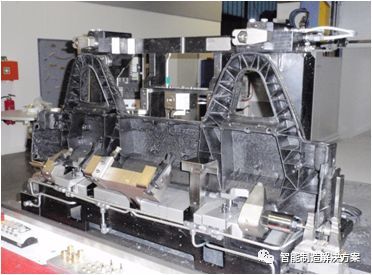
法拉利全铝车身整体加工系统
保时捷是目前全球唯一量产的跑车,其最后一道AFS机械加工采取通过式方案。双头雾轴加工中心与焊接线集成。而两个铣头同时对一个AFS加工,效率极高,可以跟上焊接线的生产节拍。

保时捷全铝车身整体加工系统
覆盖件(内、外饰)加工
覆盖件对加工精度要求比较低,所以很多厂商索性选择五轴木工机床加工。或者用工业机器人配电主轴/激光器/超声头进行修边。中低端车型的覆盖件以塑料为主,高端车型则经常会出现木材和铝镁合金的复合材料。
例如宾利内饰件的材料为名贵木材、铝合金、塑料、密度板等若干层材料叠压成型。所以在加工时,首先要选择合适的刀具和加工工艺。同时根据零件的尺寸和工艺要求设计夹具。之后再根据刀具,夹具和工艺选择或定制机床。

宾利内饰件夹具及产品

莲花汽车外饰件
跑车外饰件加工
复合加工系统
随着自动化技术的不断进步以及各种特殊工艺的不断成熟,加工设备的工艺集成度也会越来越高。换言之,轻量化零件的生产会涉及到越来越多的特殊工艺,而这些工艺也将集成在同一台设备里。
例如激光头与铣头都可以集成在同一台加工中心里。在切削就可以兼顾两种工艺。目前有一种工艺可以将铝合金和树枝基辅材焊接在一起,其强度大于粘接,也不必像铆接那样担心复合材料被破坏。这个工艺是先用激光在金属表面融化出细密的粗糙表面,再把复合材料零件和处理好的金属相接处并施压,同时在金属侧加热,使另一面与粗糙表面相接触的复合材料树脂融化。这样树脂与金属粗糙表面相粘合,实现金属与非金属材料的焊接。整个工艺包括了激光的表面处理,电感装置加热,以及最后的加工,整个工序都可以在一台设备上完成。
总之,轻量化材料切削是一门新的学问。与之相生相伴的是各种新理念和新工艺的出现。我国的从业人员需要紧密跟进最新的技术动向,跟随并赶超世界先进。
作者及机构简介
吴昊阳 独立学者,德国MAKA系统公司(MAKA Systems GmbH)技术战略顾问
– 针对工业4.0/中国制造2025/中国制造转型升级等概念和课题开展理论研究,并针对实际项目提供咨询服务和技术解决方案;
本文来自搜狐网,本文观点不代表石墨烯网立场,转载请联系原作者。